

滨州优质双盘无立柱纱架品牌
筒子架是重要部分,随着整经卷绕速度的不断提高,对筒子架的要求也越来越高。筒子架不仅要满足整经基本的工艺要求,而且还要尽量减少整经过程中纱线张力的变化,提高整经质量;尽量缩短换筒停机时间,提高整经机的生产效率。要满足高速整经和高品质纱线整经的要求,需要解决以下问题:一是纱线高速适应性,即较少经纱的断头率;二是要解决整经张力的差异性,提高纱线张力的均匀性;三是提高整经效率,减少围绕在筒子架上的辅助时间。目前,国内个别企业已经研制了大“V”型筒子架,数百个筒子退绕时的引纱路线在没有张力盘、没有导纱瓷眼和没有折角引纱的情况下,将摩擦减少到较低程度,有利于高速引纱。但如何减少经纱片的纱线张力差异,其中有一点很重要,就是要求所有的夹纱板制停同步性能好,大“V”型筒子架链条及其传动机构具有较高的传动精度,确保换筒定位准确;其次断纱自停监测器、吹风清洁装置的灵敏度和高效性,也是影响整经张力均匀性的重要因素。

在操作分条整经机的时候,我们常常会发现在整经中出现疵点,这些疵点的出现便不是没有原因,其中工作人员的操作占了很大的一部分。今天小编简单为大家介绍下分条整经机中出现疵点的原因,其内容如下:1、长短码:由于分条整经机中的测长装置出现失灵,或工作人员在出现操作失误。2、张力不匀:这种情况出现的比较频繁,主要是由于分条整经机中的张力装置作用不正常,或者设备的部件调节不当。3、出现绞头、倒断头:设备中的断头装置出现失灵,而在生产的过程中,工作人员又没有发现问题所在,从而没有及时进行刹车。4、嵌边、凸边:筒子架上的伸缩筘左右位置设置不当,或者是倒轴时的定位没有做到准确。5、油污:分条整经机中的润滑油添加过多,导致经纱在生产的过程中,沾染到润滑油,从而导致出现油污。

机、电、气一体化设计、德国西门子PLC控制、高性能、智能化操作。整机机构。本机采用主机整体安装于地轨上,整体机架在地轨上由伺服电机控制移 动,倒轴部分,分绞筘架,筒子架固定,整经工作时,条带相对于分绞架和筒子架中心不变,边纱张力均匀。整经滚筒与传动。固定锥体的钢质大滚筒经高精度动平衡校验,整经传动为交流变频器控制交流电机驱动大滚筒实现恒线速运动,整经线速和整经慢速度在触摸屏上设定。导条位移。由交流数字伺服驱动的导条位移机构直接接受大滚筒传感器的数字信号,随动式同步工作,响应快,精度高。同时整经机伺服传动一改传统的丝杠传动或齿轮条传动,采用直接驱动主动滚轮,避免机器抖动,减少机器安装难度。

滨州双盘无立柱纱架在进行整经的过程中,工艺始终要求整经机的经轴传动能达到恒线速以及恒张力。这对于普通的整经机而言,要达到这个效果是非常困难的,而分条整经机的出现正好解决了这一难题,这主要是由于分条整经机采用了经轴直接传动的形式,从而能够获得高速和高质量的经轴。但是采用这种经轴直接传动形式也有优缺点。优点:分条整经机利用液压无级变速的形式使得油电动机传动经轴。此过程中,传动速比一般的范围要大。并且油电动机的转矩也是比一般整经机的大,所以容易启动,使得分条整经机能够实现恒线速以及恒张力的目的,并且在整个过程中,分条整经机可以做平稳而频繁的换向运动。优质双盘无立柱纱架缺点:这种经轴直接传动形式对液压系统元件的密封性有很高的要求,如果密封性不强很容易发生漏油的情况,所以操作人员在调机前都需要检查液压系统元件的密封性是否完好,不然等到分条整经机出问题的时候,排除故障要比机械传动还要困难。
定义:将一经轴上所需的纱线根数分成许多份,再将经纱按所需的长度,一份一份地卷绕到大滚筒上,以后再由大滚筒卷绕于织轴上。(如2000根分10份,每份200根,一份一份分别绕到大滚筒上,然后再倒绕到经轴上)。特点:一次所需纱筒数少,占地面积小,效率低,操作麻烦。其它的分类方法:根据原料区分:适用于普通纱线(如涤纶、锦纶等常用纱线 原料的普通整经机)、适用于弹性纱线(氨纶整经机)、适用母纱的(分纤/丝整经机)、 适用于碳纤维(碳纤整经机)、适用于塑料扁丝(扁丝整经机)、 适用于玻璃纤维(玻纤整经机)

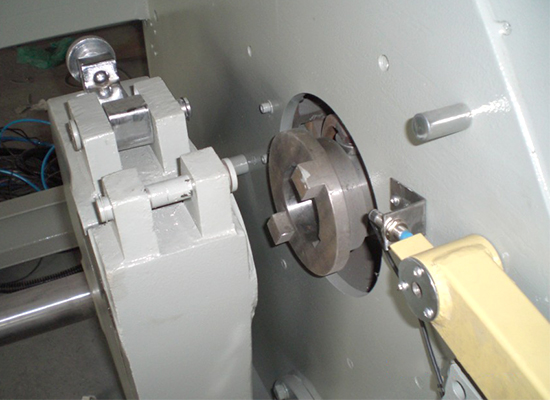
带有断纱时的夹纱装置、满轴(绞)电动剪纱装置等.整经筒子架已由单一的放置筒子功能逐步发展为新型筒子架所具有的纱线张力控制、断纱自停信号指示、换筒自动打结等多项功能。筒子架结构的不断完善,使整经速度、整经质量、生产效率得到提高。回转筒子的切向退绕筒子架。用于部分有边筒子的筒子架,由于筒子的惯性作用,使得张力变化大,故这种方式不宜于高速整经,整经质量差,筒子容量也受限制,很少使用。固定筒子的轴向退绕筒子架。固定筒子的轴向退绕简子架,使织轴纱线退绕条件大大改善,有利于整经速度及整经质量的提高,并使得筒子卷装容量增加,因此被广泛使用。






