

东营优质大型整经机供应

东营大型整经机在进行使用的过程中对于收放卷过程中的恒张力控制的实质是需要知道负载在运行当中卷径的变化,由于卷径变化,导致为了维持负载的运行,分体机需要电机的输出转矩要跟着卷径的变化而变化。对于V系列变频器而言,由于能够做转矩控制,因此能够完成收卷恒张力的控制。V系列变频器提供了三路模拟量输进端口,AUI、AVI、ACI。优质大型整经机三路模拟量输进口能够定义为多种功能,因此,可以任选一路作为转矩给定,另外一路作为速度限制。0~10v对应变频器输出0~电机额定转矩,这样通过调整0~10v的电压能够完成恒张力的控制。而杜宇分条机,计算卷径的部分是通过张力控制器来计算的,当然用PLC架构来实现也是没有题目的。也是说,可以通过在人机或文本上设定张力,通过PLC计算卷径,T=F*D/2,所以可以算出需要电机输出的转矩大小,通过模拟量输出接到V系列变频器的转矩给定端可以了。
按色织轴上的色经排列顺序安排各经轴各色纱筒子在整经架上的位置,使各经轴在浆纱机上合并后,色纱排列顺序基本符合色织物上的色经排列顺序。为了减少换筒次数和便于后面操作,同一种色经在经轴序号安排时应是连号的。例如,红色在色织物某一位工有16根.全缸纱需12个经轴,这时可在整经架的对应位盆放2个红纱简子,第1-8个经轴整完,或第5一12个经轴整完,中间不能出现序号间断。在浆纱机上合并经轴时,经纱自上层到下层也要按经轴序号排列,还应注意使各经轴退绕方向一致。
筒子架。位于整经机的后方,用以放置整经筒子,常用的筒子架有两种形式,单式筒子架和复式筒子架。单式筒子架上仅装有工作筒子,换筒时要停车。复式筒子架上配有两套筒子的纱头相连接,这样换筒子时就不必停车,可提高效率。但纱架过大时易造成张力不匀。张力装置。用来控制和调节每根纱线张力的大小,并使纱线作90度的拐弯。断纱自停装置和集纱板。纱架的前面有断纱自停装置,在整经过程中,当纱线发生断头时,自停装置会自动使经轴停止回转。集纱板的用途是按一定的排列次序集聚纱线。加油器。加油的目的是为了防止静电。油辊的回转方向与经纱相迎,当纱线经过加油辊表面时,沾上油液。纱线的加油量可通过改变加油辊的速度来调节。
筒子架是重要部分,随着整经卷绕速度的不断提高,对筒子架的要求也越来越高。筒子架不仅要满足整经基本的工艺要求,而且还要尽量减少整经过程中纱线张力的变化,提高整经质量;尽量缩短换筒停机时间,提高整经机的生产效率。要满足高速整经和高品质纱线整经的要求,需要解决以下问题:一是纱线高速适应性,即较少经纱的断头率;二是要解决整经张力的差异性,提高纱线张力的均匀性;三是提高整经效率,减少围绕在筒子架上的辅助时间。目前,国内个别企业已经研制了大“V”型筒子架,数百个筒子退绕时的引纱路线在没有张力盘、没有导纱瓷眼和没有折角引纱的情况下,将摩擦减少到较低程度,有利于高速引纱。但如何减少经纱片的纱线张力差异,其中有一点很重要,就是要求所有的夹纱板制停同步性能好,大“V”型筒子架链条及其传动机构具有较高的传动精度,确保换筒定位准确;其次断纱自停监测器、吹风清洁装置的灵敏度和高效性,也是影响整经张力均匀性的重要因素。

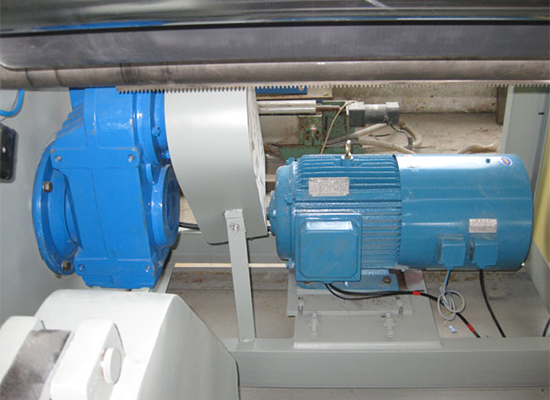
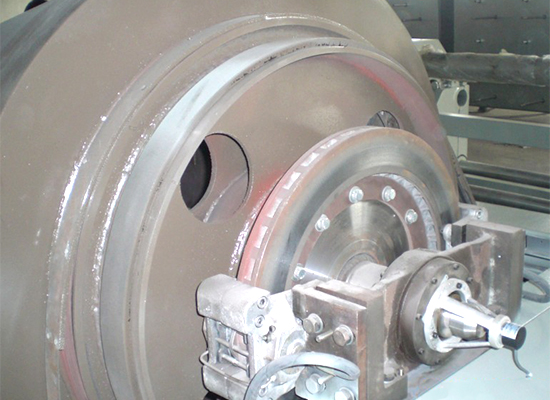
机、电、气一体化设计、德国西门子PLC控制、高性能、智能化操作。整机机构。本机采用主机整体安装于地轨上,整体机架在地轨上由伺服电机控制移 动,倒轴部分,分绞筘架,筒子架固定,整经工作时,条带相对于分绞架和筒子架中心不变,边纱张力均匀。整经滚筒与传动。固定锥体的钢质大滚筒经高精度动平衡校验,整经传动为交流变频器控制交流电机驱动大滚筒实现恒线速运动,整经线速和整经慢速度在触摸屏上设定。导条位移。由交流数字伺服驱动的导条位移机构直接接受大滚筒传感器的数字信号,随动式同步工作,响应快,精度高。同时整经机伺服传动一改传统的丝杠传动或齿轮条传动,采用直接驱动主动滚轮,避免机器抖动,减少机器安装难度。

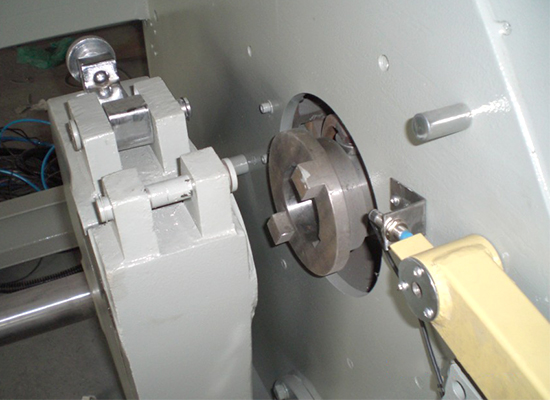
在进行整经的过程中,工艺始终要求整经机的经轴传动能达到恒线速以及恒张力。这对于普通的整经机而言,要达到这个效果是非常困难的,而分条整经机的出现正好解决了这一难题,这主要是由于分条整经机采用了经轴直接传动的形式,从而能够获得高速和高质量的经轴。但是采用这种经轴直接传动形式也有优缺点。优点:分条整经机利用液压无级变速的形式使得油电动机传动经轴。此过程中,传动速比一般的范围要大。并且油电动机的转矩也是比一般整经机的大,所以容易启动,使得分条整经机能够实现恒线速以及恒张力的目的,并且在整个过程中,分条整经机可以做平稳而频繁的换向运动。缺点:这种经轴直接传动形式对液压系统元件的密封性有很高的要求,如果密封性不强很容易发生漏油的情况,所以操作人员在调机前都需要检查液压系统元件的密封性是否完好,不然等到分条整经机出问题的时候,排除故障要比机械传动还要困难。






