

合肥推荐大型整经机供应

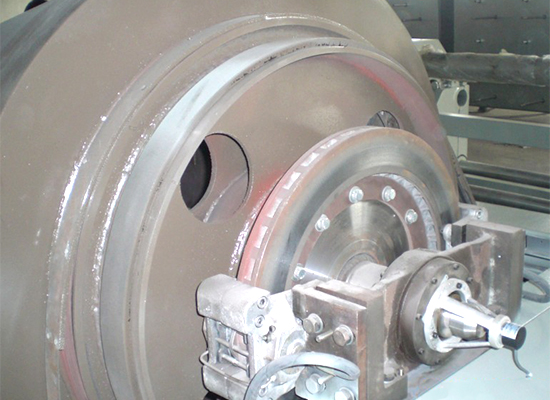
大型整经机供应以磁粉制动器为执行部件的张力控制系统为磁粉张力控制系统。磁粉制动器的输出转矩与通过其内部电感线圈的电流之间具有较好的线性对应关系,因而只需要通过张力检测元件检测出纱线现场的张力值,并对应此输出相应的通过磁粉制动器的激励电流,就能够实现纱线张力的动态控制,保持纱线张力的恒定。合肥大型整经机通过张力检测装置,将纱线之间的张力转化为与之相对应的电压信号,并将其作为反馈信号输入到张力控制器中经过放大、采集再传送到微处理器中进行处理,与最初设定的张力值信号比较,进行PID运算,输出控制信号,从而控制磁粉制动器,自动调整制动器的激励电流,从而控制与制动器连接的辊轴,实现纱线张力的恒定值控制。磁粉制动器是被动的,不能控制其运动方向。磁粉制动器用于抱紧放卷辊,输入力矩由收卷电机提供,通过调节线圈电流改变输出力矩,从而调整出牵引辊的转速。主电机与收卷辊电机的部分输出被磁粉制动器白白浪费,并且精度差,线性不好,控制的卷径变化范围较小。
整经过程中必须对经丝施加一定的张力,以保证织造的正常进行。经丝张力的波动差异会造成经丝伸长变形不一致,经丝折光出现差异。当加工张力撤除后,经丝弹性变形回复不同,导致经丝在伸长上出现差异,这会对染整过程中织物对染液的吸收造成影响,布面形成经柳。造成经丝张力波动的主要因素:a)整经工序中整经筒子架各筒子大小差异、筒子的摆放不合理、丝道不通畅,都会导致退绕张力不同;b)整经扇面角度不正,经丝所受摩擦不同;整经过程中穿入数目改变或定幅筘穿错,造成经面张力不均匀;c)张力补偿器状态不良,经丝张力差异过大。
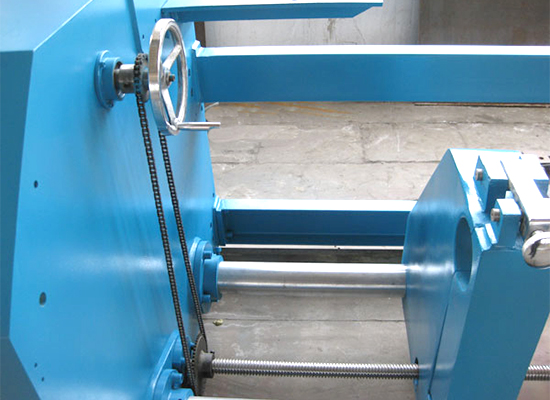
经轴直接传动,变频调速电机实现整经线速度无级设定,线速度恒定。倾斜导轨直线加压形式,压力平稳、恒定,可实现恒定的经轴卷绕密度。加压辊与经轴互联的计长方式,精度更高。伸缩筘往复横移与经轴回转同步,调整方便、可靠,卷绕纱层更均匀、平整。气液转换的钳式制动,使经轴、压辊制动效果更好,导纱辊采用电磁制动。间隙式吹风装置,保持筘齿清洁,间隙时间任意设定。气动上下轴,松、夹经轴由触摸屏提示,操作方便,安全可靠。保险装置锁定经轴,突发停电、断气,经轴不会脱落。红外线与安全杆复式保险装置,操作更安全。电脑触摸屏人机界面,操作方便、显示清晰、直观。多种筒子架型式、锭距和锭数,供用户任选。张力器、断经自停装置、静电消除装置形式多样,供用户选配。

原料物理机械性能不理想,纤维断裂强度偏低,经丝抱合力差,在织造过程中,经不起钢筘、综丝反复摩擦,导致经丝单纤起毛或断头。2、整经、并轴工序导丝器起槽、破损或者经丝退绕时被抖牢、缠牢,使纤维强度、伸长受损伤,机械性能恶化,当生产加工张力超过其强力、伸长的屈服值时,导致单纤断裂而断经。3、织机钢筘、综丝起槽、损伤,经丝经不起其反复高频率摩擦而起毛断头。织机车速越快则经毛断经现象越严重。4、毛丝监测器失灵,让原料自身的毛丝、长结子逃过或者挡车工断经接头时结子太大、太长,织造时经面经丝被缠牢,造成开口不清、拉断头。5、织机运行,其经丝的开口高度对经毛、断经影响很大,因为织机开口时,经丝的伸长与开口高度成正比,织机的开口高度大,则经丝的伸长大,过大的伸长造成经丝的起毛、断裂。6、织机运行时,综丝的摩擦动程对经丝经毛断经影响也很大。当综框开口时,经丝向综眼前移动,而梭口闭合时,经丝又从综眼中向后移动,这个前后移动的距离,即为摩擦动程。织机连续运转、开口、闭口不断循环,经丝在综眼中不断往复移动而受摩擦。也是造成经毛断经的重要环节。特别是开口高度偏大、开口部件磨损、综框运动不稳、综丝上下运动发荡、织机车速快,经丝经毛断经的现象更严重。






