

临沂优质双盘无立柱纱架品牌

整经中每锭张力控制。用三柱式张力器中的S2绕法,实测12~16。把总头份9040只平均分为4个轴,每个轴的头份是2260只。每条带的筒子个数是240只,也就是240个筒要做10绞,末绞要减去140只。轴宽控制。为了保证轴面平整,用并丝机轴180cm轴宽(并丝机轴中间无螺丝, 轴宽定死180cm。定幅筘的选择。织轴的宽度已控制在180cm,那么每绞的条宽也要控制,用织轴的宽度。倒推出每绞的宽度。求出定幅筘的密度选取定幅筘及穿入数。再根据定幅筘的密度、纱支、求出位移量。

一、检查整经机相关部位是否漏油。二、检查润滑油位。三、按照主电机手册检查主电机。四、手动盘车,调节横动齿轮间隙。五、检查润滑油的物理和化学特性。如果不符合要求,更换之。六、检查气压管是否漏气或者破裂。七、检查刹车带是否磨损。八、检查同步皮带是否磨损。九、清洁变频器飞毛或者飞尘。十、检查各感应探头是否损坏或落满灰尘。
1.临沂双盘无立柱纱架始张力均匀一致,大小适中;各根经纱之间张力均匀一致(否则会形成“直条”疵点);每根经纱自始至终张力一致(否则在经编坯布不同片段密度有变化);整经张力大小适中(过小无法整经,过大影响纱线的弹性和强力,甚至会造成经轴爆裂的严重后果),张力值一般为0.09-0.13cN/dtex,不同性能的纱线,张力大小有所不同。整经张力的影响因素 (1)卷装形式和大小 (2)纱线支数(0.1-0.15G/D) (3)纱线路径(长短、曲折程度) (4)整经速度 (5)张力装置的结构和工作状态。2.经轴成型良好;表面平整,呈规则圆柱形,没有压纱情况,特别是经轴两边纱,因此伸缩筘(人字筘)调节及其横移调节适当对经轴成型好坏是有帮助的,影响的因素主要有以下几点:A、边缘不平,经轴盘片有毛刺,伸缩筘未调节好。采取措施,经轴在刚上整经机加工时,用细纱纸将边缘 打磨清洁。调节伸缩筘(左右、宽窄进行调节)B、经轴表面高低不平 (1)原因纱线张力有偏差。(2)静电消除不好,每根纱线在车头罗拉上分布不清晰,易粘在一起。(3)游动调节不合理 特别是不是满穿的,如穿1空1,游动调节尤其重要。3.整经的根数和长度符合要求,正确安装筒子及穿纱;目前要求较高的均配置了照相自停(CAMERA SCAN)技术,可有效防止多纱、少纱的问题发生,降低劳动强度。4.双盘无立柱纱架品牌消除经纱疵点改善纱编织性能;如毛丝检测器,对丝加油,以改善其集束、平滑、柔软和抗静电性能,从而提高编织性能。5.同一经轴要使用同一批号的纱线;因不同批长丝在张力、收缩和染色性能等方面的差异造成经轴表面不平整,会影响产品质量。6.选用适当的整经速度;同一套经轴应以同一速度整经,中途不能改变整经速度。7.各辅助装置(静电消除器、贮纱装 置、毛丝检测装置、断纱自停装置、计数装置等)工作正常。
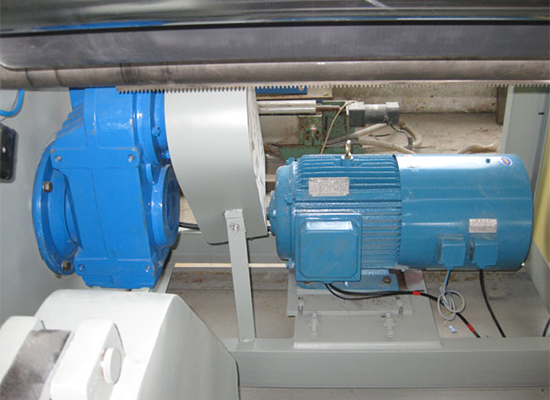
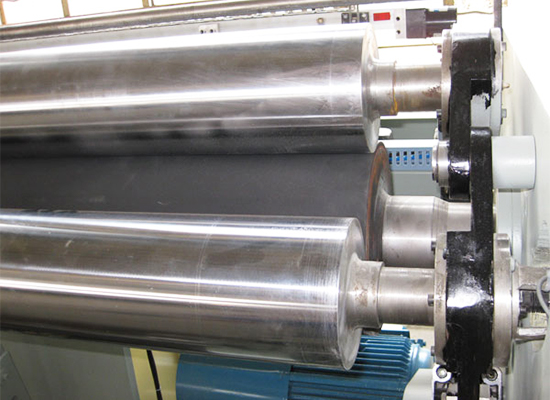
机、电、气一体化设计、德国西门子PLC控制、高性能、智能化操作。整机机构。本机采用主机整体安装于地轨上,整体机架在地轨上由伺服电机控制移 动,倒轴部分,分绞筘架,筒子架固定,整经工作时,条带相对于分绞架和筒子架中心不变,边纱张力均匀。整经滚筒与传动。固定锥体的钢质大滚筒经高精度动平衡校验,整经传动为交流变频器控制交流电机驱动大滚筒实现恒线速运动,整经线速和整经慢速度在触摸屏上设定。导条位移。由交流数字伺服驱动的导条位移机构直接接受大滚筒传感器的数字信号,随动式同步工作,响应快,精度高。同时整经机伺服传动一改传统的丝杠传动或齿轮条传动,采用直接驱动主动滚轮,避免机器抖动,减少机器安装难度。






